 简体中文
简体中文 English
EnglishCompany Profile
Cixi Zhongyi Coating Co., Ltd. is located at the intersection of the Shenhai Expressway and National Highway 329, adjacent to Yuyao, known for its plastic industry, the “Mold City,” and one of the top 100 home appliance towns in China, offering a unique geographical advantage. Established in 2003, the company is a technology-driven enterprise specializing in the research, development, and production of single-layer, double-layer, and multi-layer water-based Teflon coatings, polyether sulfone coatings, silicone coatings, nano-ceramic coatings, acrylic coatings, and other industrial coatings.
The company is dedicated to designing environmentally friendly, healthy, and colorful high-performance coating solutions that meet various substrate requirements, continuously striving to create the maximum value for customers. The company covers an area of 13,200 square meters, with a total investment of over 100 million RMB. It is equipped with advanced coating processing equipment, including imported German sand mills, high-speed dispersers, rapid ball mills, and vacuum mixers. The annual production capacity of various coatings is approximately 5,000 tons, with a total annual output value of nearly 150 million RMB.





Development History
- 2023
Become a Philips Tier 1 Supplier
- 2022
High-tech Enterprise
- 2020
Become a Bull Tier 1 Supplier
- 2019
Achieve a Production Value of 100 Million
- 2003
Company Established
Company Culture

People-Oriented
Treat employees as the most important asset of the company, focusing on their growth and development.

Goal Management
Set clear goals and ensure their achievement through scientific management methods and effective execution.

Performance-Driven
Promote continuous improvement of employees and teams through performance management and incentive mechanisms.

Continuous Improvement
Encourage ongoing reflection and improvement to enhance management levels and operational efficiency.
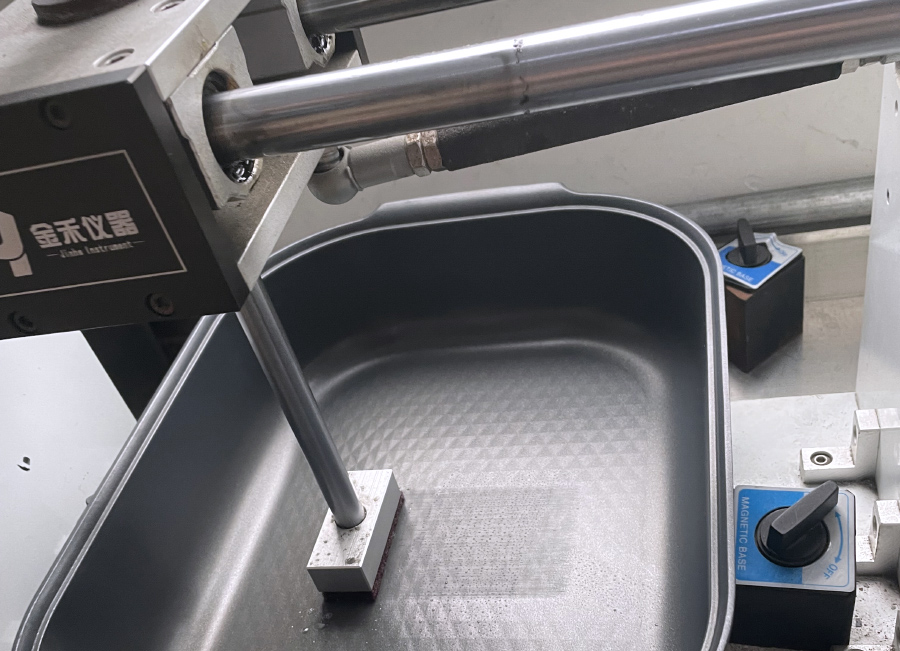
Company Album















Certificates

High-tech Enterprise Certificate GR202233101487
Cixi Association for Safety Management of Precursor Chemicals - Vice President Unit

MEM safety production license

Dangerous chemical registration certificate 33022400117
ISO9001 quality management system certification
ISO45001 occupational health and safety management system certification
ISO14001 environmental management system certification certificate
Invention patent certificate CN 110669424 B
Utility model patent certificate CN 215917599 U
Utility model patent certificate CN 215910376 U
Utility model patent certificate CN 215917152 U
Utility model patent certificate CN 215931576 U
US FDA test report

German LFGB test report
EU RoHs test report
EU REACH test report
France DGCCRF test report
EU EU test report
PFAS test report
Quality Assurance
Zhongyi strictly adheres to the ISO9001:2015 international quality standard system, ensuring that the production process is executed according to the prescribed formulas and procedures. At the same time, the company places great emphasis on occupational health, safety, and environmental management, having achieved ISO45001 and ISO14001 certifications. To ensure product quality, all products have passed authoritative certifications such as the FDA in the United States, the EU in Europe, the DGCCRF in France, and the LFGB in Germany. The company also collaborates with third-party testing agencies like TUV and SGS, conducting regular food safety tests.







In supply chain management, the company carefully selects global suppliers, importing core raw materials from internationally renowned chemical groups such as Sartomer in the United States, BASF in Germany, and Mitsui Chemicals in Japan. It has also established strategic partnerships with major domestic chemical companies. Additionally, the company has partnered with Qingdao Marine Research Institute to establish a joint laboratory, equipped with specialized testing facilities that cover various tests such as solid-liquid content, salt spray tests, abrasion resistance, and non-stick performance. Every batch of products undergoes rigorous inspection to ensure the delivery of high-quality products to customers.
